Blow Molding: Definition, Types, Process, Advantages & Disadvantages [Complete Details]
![Blow Molding: Definition, Types, Process, Advantages & Disadvantages [Complete Details]](https://engineeringlearn.com/wp-content/uploads/2023/11/Blow-Molding.jpg.webp)
Blow Molding Introduction
Blow Molding: Definition, Types, Process, Advantages & Disadvantages [Complete Details]: – If we talk about glass and plastic, they can be formed effectively from air inside the molten material in their molten and liquid state. The primary blow molding material utilized other than glass was natural rubber.
What is Blow Molding?
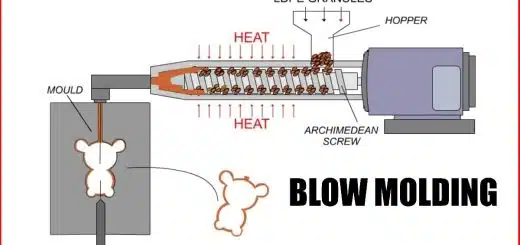
Blow molding is a manufacturing and assembling process for forming plastic parts which are hollow. It is likewise utilized for forming glass bottles or other hollow shapes. Warming and inflating a plastic tube which is the process included in blow molding, which is further known as a parison or preform. The parison is placed between two dies that contain the ideal state of the product. Air is then further supplied to expand the tube causing the walls to become more slender and adjust to the shape of the mold. The product is cooled, ejected, trimmed, and ready for the secondary processes, only when the blowing process is finished or completed.
What is the Blow Molding Process?
Blow molding is a really direct and simple process that consolidates melting or liquefying, homogenizing, extruding, molding, cooling, and ejection. Different assembling or manufacturing plants can utilize extra processes like heating processes and added substances and colorants compounding. These additional processes rely upon the design and intended utilization of the final product. Unlike processes such as sheet metal fabrication, which involve shaping metals, blow molding is specifically used for forming hollow plastic products.
Below are the steps of the blow molding process: –
1. Plastic Resin Feeding or Charging
The most important and essential step in the blow molding process is plastic feeding. This is done by conveying the plastic pellets into the extruder container. Vacuum pumps draw pellets from enormous bags or mass containers and further transfer them into unrefined substances silos or hoppers. A rotatory feeder at the lower portion of the silos controls the rate or pace of feeding into the plastifier or extruder. To carry the stored pellets to the extruder hopper compressed air is used in the process. In different systems, plastic pellets from big bags or bins can be vacuum conveyed directly to the extruder hopper without the need for a different conveying air system.
2. Plasticizing or Melting
As the plastic resin enters and goes through the extrusion machine, it is melted or softened by persistent kneading and heating. Electric heating components or heating bands are wrapped around the If we talk about extruder barrel few electric heating components are wrapped around it so that proper heat or intensity is provided for melting the polymer. The extruder screw has various sections that serve a particular purpose. These are taking care of, feeding, compressing, and metering. The extruder screw is designed to provide adequate shearing and compression to homogenize and extrude the plastic.
3. Parison Extrusion or Preform Injection
In this process, it is about the preparation of the parison or preform to be inflated or expanded. This is done by extruding the plastic through free extrusion or injection into a preform mold or shape.
4. Sealing or Clamping
Sealing or clamping includes a split die that captures or catches the preform. The closures of the parison are sealed or fixed aside from one hole, regularly the container opening, where the compressed air will be injected or infused.
5. Inflation or Blow Molding
This step is where the plastic takes its form or structure. Compressed air is introduced inside the preform. This blows up the preform until it is molded or shaped by the profile of the die.
6. Cooling and Ejecting
The subsequent stage is the cooling process. Ordinarily, as the plastic touches the die, it cools at a predefined rate which settles the dimensions of the product. In the wake of cooling, the mold opens and ejects the product.
7. Trimming
Auto de-flashing such as the dies clamp the preform are features you will find in most blow molding machines. In any case, on specific occasions, a flash is available at the top and base parts of the product, especially at the opening where compressed air is injected or infused. This excess material is trimmed by a pivoting knife. To limit wastage, a few systems gather the excess materials, grind them, and feed them back to the extrusion machine.
8. Leak Test
This is the run-of-the-mill quality control technique utilized in manufacturing bottles or packaging materials. The machine will then check in the event that air enters or escapes the container by monitoring the pressure. In the event that a leak is detected from the container, it is rejected and taken care of once more into the system.
Types of Blow Molding
There are two primary kinds of blow molding. They vary as indicated by the technique for producing the preform or parison. Preform is the more expansive term used to depict the heated plastic tube while parison is typically connected with extrusion blow molding.
Below is the list of different types of Blow molding techniques: –
1. Extrusion Blow Molding
In this process, the extrusion of a parison with a predetermined length is held by a split dies on its ends. The parison is sealed or fixed in one end while the opposite end is fitted to an air supply. Compressed air is presented which blows up the parison. The dies are ordinarily cold which cools the inflated molten plastic as it meets the die surface. At the point when the dimensions of the product are steady, the mold is opened to eject the product.
There are two essential kinds of extrusion blow molding which are categorized by the strategy of plastic extrusion to create the parison. These are two kinds of extrusion blow molding which are mentioned below. Before that 1st know what continuous blow molding is.
(i) Continuous Blow Molding
For producing small to medium-sized plastic parts require lesser investment and less complex orientation and also it’s appropriate as well as reasonable. Notwithstanding, to deliver larger products, plastic with the right viscosity and consistency and good melt strength should be utilized. This is to forestall any sagging which can influence the quality of the product. Continuous blow molding is likewise utilized for blow molding heat-sensitive plastics like PVC.
(ii) Continuous Extrusion Blow Molding
In this method, the parison is persistently extruded from the extrusion machine. Polymer homogenizing is performed continuously. Once the parison is extruded, it is then cut or sliced to length by the end mold halves. These mold halves can be configured into various kinds as per the mounting and movement of the mold.
Another sort is the rotating wheel which can be horizontal or vertical. In this sort, a few molds are located on the outskirts of a rotating wheel. The blow molding processes are related to various sections of the rotating wheels such as clamping, cutting, inflating, cooling, and ejecting. The molds are persistently utilized as they rotate around the wheel axis.
(iii) Intermittent Extrusion Blow Molding
In intermittent blow molding, the extrusion process begins when there is sufficient melt mass inside the extruder head or accumulator. Endlessly homogenizing is done intermittently inside the extrusion barrel. Toward the end of the barrel, the batch is held until the adequate volume is accumulated and the previous batch is done.
Various kinds of machines are accessible for extruding the parison. Reciprocating screw and accumulator head machines are its two types:-
By retracting the screw as the melt collects or accumulates in the extruder head is the working process of the reciprocating screw type. The screw moves longitudinally that pack and extrude the melt mass making a parison exactly when the batch is ready or prepared.
The working of the accumulator head type is by collecting the melt mass inside an accumulator’s head. When the batch and mold are ready, a ram pushes the melt to form the parison.
Intermittent blow molding is utilized for producing large products. Independent rates of accumulation and extrusion is one of the main advantage of intermittent blow molding. This permits quicker extrusions of large parisons. Quicker extrusion implies more limited suspension time and little sagging. Accordingly, products made using huge parisons can be accomplished even with plastics having low melt strength.
2. Injection Blow Molding
The injection blow molding process starts by melting and homogenizing the plastic. This is done or performed in a plastifier and screw extruder which is regularly a reciprocating screw. This works with comparative standards to that of the intermittent extrusion process. Its fundamental difference is the utilization of a preform mold with a metal rod encased in the middle. These metal rods have a common mounting which is a rotating or turning table and have three segments and each of these segments relates to a phase of the blow molding cycle.
At the point when the batch is finished, it is injected into a preform mold containing the metal rod once the batch is finished. The preform mold comprises two dies; one is fixed while the other is movable. After injection, the temperature of the plastic is brought down until adequate viscosity is accomplished to hold its shape. The preform is moved and transferred into one more set of molds which further contain the profile of the finished or end product and it’s the 2nd stage of injection blow molding. The preforms are then blown to shape. Directly following the dimensions of the mold, for discharge to happen you want the plastic to get cooled.
In the last phase of injection molding is the ejection phase where the die is opened to release the product. Some injection molding machines can have additional phases. The additional phases are utilized for extra heating or cooling cycles, and preform molding, coating, and other secondary processes.
3. Stretch Blow Molding
Injection stretch blow molding is another name of stretch blow molding. This process likewise incorporates the three primary phases with an extra step toward the blow molding stage. In stretch blow molding, the preform is made by infusing or injecting the plastic liquefy or melt into a die with a metal rod in the center. The created preform is then moved or transferred to the product shape or mold in anticipation of the blow molding stage. Preceding inflating the preform, it is first stretched or extended to a particular length by a stretch rod. Right after stretching, the plastic melt or dissolve is then inflated to the shape of the end product. Finally, the product and cooled and ejected after molding is done.
Stretch blow molding isn’t restricted to plastic injection. Stretching can likewise be accomplished in an extrusion blow molding machine. This is completed by somewhat extruding the parison and stretching or extending it with a pull rod. Further, enclosed by a die and is inflated to shape. The foremost goal of stretch blow molding is to make a product with a biaxially oriented plastic. Biaxial orientation is the process where the plastic is stretched in two directions.
4. Coextrusion Blow Molding
It includes the independent extrusion of plastics with various properties. The multifaceted or multilayered plastic melt is gathered or accumulated and prepared in a coextrusion head like an accumulator type. Various rams press on the coextrusion head constraining the melt through a die with a few die cores. Once the multilayered parison is formed or shaped, the typical process of blow molding continues. Coextrusion is utilized in applications that require great barrier properties while simultaneously providing primary unbending nature and minimal expense.
Advantages of Blow Molding
(A) A Revolutionary Form of Technology
Blow molding appears to have reformed the industrial sector by permitting organizations to utilize it broadly to address buyers’ needs for plastic products. This plastic production strategy achieved a lot of production advantages like speedy manufacturing and high volume outputs.
(B) Low Cost
Blow molding uses a lower level of pressure. This implies that machinery costs are low. It will become simpler and more cost-proficient to mold external threads or open-ended and large parts which can be split by opening a closed molding. Other than that, you can decrease labor costs by utilizing this innovation.
(C) It can Produce Variable Products
As of now, most plastic containers available in the market holding a few forms of liquid have gone through this process. As a matter of fact, its commonness has permitted engineers to try and create applications and designs which came about for different intriguing purposes.
(D) It Helps Promote Productivity
This innovation generally moves ahead determined to turn out to be all- around utilized with plastic production. It has permitted a significant increase in production capabilities then makers can produce more noteworthy amounts in only a brief timeframe.
(E) It Allows Multiple Production Methods
Blow molding utilizes various techniques to create end products. Materials are blown through a long tube to deal with the end which can create products. Injection Method, creating repositories to produce receptacles in huge quantities is utilized. Rather than being blown through the air, melted polymers are injected into the blow mold. This innovation keeps on developing to further improve these production techniques, it involves changes in design and moves towards pure automation.
(F) Blow Molding Offers the Benefits of Automation
Basically, this is an automated and mechanized production technique permitting minimal flash around the material, consistent part joining, and increasing production because of the exact repository it creates.
Disadvantages of Blow Molding
(A) It Highly Depends on Petroleum
Blow molding depends on a huge number of gallons of petrol so it can produce plastic products. The innovation has turned into a continuous threat to the reduced oil supply on the planet since oil is an essential factor in thermoplastics that are becoming robotized and more smoothed out.
(B) It Requires Many Methods
Despite the fact that this innovation utilizes various production techniques, it very well may be a disadvantage. It would require more resources and the process couldn’t be smoothed out, so we really want to eliminate correspondence simultaneously.
(C) It Comes with Limited Uses
Blow molding is restricted to hollow forms like bottles and plastic containers. The air pressure is likewise crucial to the process, it would accompany limited uses. For instance, it will encounter difficulties with wall thickness hard to control.
(D) It Impacts Greatly the Environment
This innovation relies generally upon petroleum and it is a fundamental part of producing polymer. For that reason, it carries an immense risk of climate obliteration. Other than the way that it adds to the diminishing oil resources, it creates plastic that doesn’t biodegrade. It can increment plastic production yet it can’t eliminate the risks that it brings to the environment.
(E) It Requires Process and the Exactness of Material that Causes Waste
Albeit this innovation as of now utilizes automation to produce colossal amounts of products, hollow forms are as yet restricted. Taking into account that thickness ought to be precise, it can bring about wasted material from processing containers with specific dimensions. However thermoplastic is stretched to save money on material, it can likewise prompt substandard products.
Conclusion
The process of blow molding has changed the market of plastics to another level and how individuals transport goods, with quick or fast production and high volumes of result that permitted us to produce receptacles at a lower cost for consumers all over the world. Nonetheless, it likewise accompanies some limitations that we want to consider and build on opinion on whether it is ideal to make as a shared trait, or not. Numerous plastic manufacturers utilize this technique for the obvious advantages it brings. Picking blow molding to bring your product is an incredible solution for mass-producing simple, designs which are effective without spending an excess cash.
Image Source: – https://polymeracademy.com